

































全自動熄焦車西門子S7-400plc控制系統設計
中國是一個大焦炭生產國。大多數焦化企業都比較陳舊。同時,焦化行業廣泛的生產控制模式跟不上現代生產的自動化過程。準確可靠的西門子S7-400PLC自動控制技術是我國焦化行業技術發展的必然。這一趨勢也是中國焦化行業面臨的技術難題。本文設計了一種全自動淬火汽車控制系統。
1.淬火車自動生產操作流程
淬火車的主要工作是將焦炭從焦爐輸送到澆水塔,并通過噴射高壓氨水將焦炭從1100℃的高溫減少到接近200℃,然后進行冷卻的焦炭到干燥架和卸載,冷卻焦點。淬火車主要有四個主要作用:焦炭,淬火,卸載和運行。根據其時序關系,確定了全自動淬火車的工作流程圖。
2.控制系統的整體結構
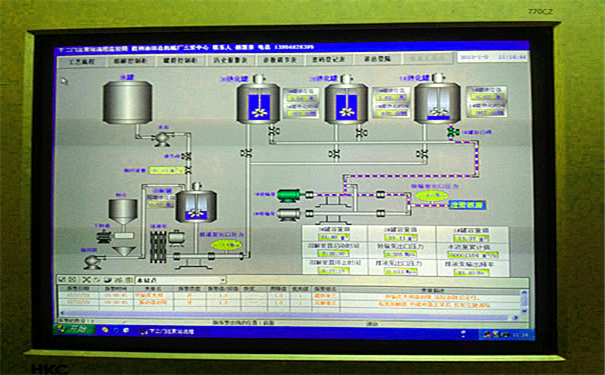
整個控制系統分為兩部分:車輛部分和地面部分。車輛部分是整個系統的信號采集中心,數據中心和控制中心。車輛部件的嵌入式控制器是整個系統的核心,是系統的數據中心工程和控制中心。上述機車操作記錄和智能操作的功能都在嵌入式工業計算機中進行。地面部分的主要功能分為三個部分。
(1)生產計劃錄入和機車狀態顯示;
(2)外圍系統數據集成,中央控制室西門子plc通過光纖通訊連接水塔系統,I/O點電氣連接,收集干燥站信息;
(3)視頻監控設備運行,淬火車的自動運行由機車的運行視頻監控。
2.1地面部分控制系統的設計
地面控制系統的主要功能由中央控制室實現,如計劃進入和機車狀態顯示。
(1)位置檢測系統
位置檢測系統包括地址發生器,編碼電纜,地址接收盒,地址檢測器和西門子plc模塊。位置檢測系統基于感應無線技術。地址接收盒位于編碼電纜的特定位置,并獲得特殊的模擬信號組合。地址檢測器將信號分解為數字信號,并將其發送到西門子plc模塊以用于其他子系統。提供數據。
(2)數據通信系統
數據通信系統包括兩種模式:工業通信(RS-485)和以太網模式(TCP/IP)通信。兩種通信模式同時傳輸關鍵動作并冗余地限制信號,以確保系統的穩定運行。
工業無線以太網模式(TCP/IP)通信的優點是通信效率高,可以實現10M/S以上的通信效率。通常以這種方式傳輸視頻圖像信號和數字信號。
(3)視頻監控系統
視頻監控系統主要由焦爐監控攝像頭,汽車監控攝像頭,車載視頻,遠程監控視頻,視頻處理器和無線通信網絡組成。
焦爐相機安裝在煉焦爐上,負責監控整個淬火車道的運行狀態。車輛監控攝像頭監控車輛周圍的細節。視頻處理器負責圖像信號的轉換,監控視頻采用實現顯示,為人工操作提供支持。視頻監控系統的結構如圖4所示
(4)遙控系統
遙控系統主要通過主機將數據發送到地面控制PLC,然后通過通信網絡將數據傳輸到車載PLC。板載PLC控制逆變器和電動閥的動作。實現機車的遠程操作,完成生產任務。
2.2車輛控制系統的設計
車輛控制系統的主要設備是嵌入式工業計算機和西門子S7-400PLC控制系統組。子系統包括:自動行走控制系統,自動對焦控制系統,自動淬火控制系統,自動卸載控制系統,故障檢測和報警系統[2]。
(1)嵌入式工業計算機
嵌入式工業計算機是整個系統的核心,是系統的數據中心和plc控制系統。嵌入式工業計算機主要記錄和分析機車運行過程中的所有歷史數據,并進行統計分析,指導機車實現運行自動化。嵌入式工業計算機獲得推焦計劃后,可以根據推焦計劃和工藝要求進行控制。機車完成各種操作。
本文率先將無線傳感技術,自動定位技術,遠程視頻監控技術和工業以太網應用于淬火車的全自動控制系統,解決了惡劣焦化環境下車輛自動控制的瓶頸問題。
(2)冗余西門子S7-400PLC組
S7-400H設計為冗余,可在發生任何事件后使用。 S7-400 HPLC組的所有主要組件均為雙組分。根據該方案,雙設備被設計為:中央處理單元CPU電源模板PS40710A和連接兩個中央處理單元和通信模塊CP443-1的硬件CPU417-4H。
CPU出現故障后,備用CPU將與主CPU自動建立,備份CPU發出鏈接請求,主站在禁止刪除,復制和塊生成功能后將所有數據發送到備份CPU。主站運行用戶程序,并在禁用所有報警和中斷后將上次更新后更改的動態數據發送到鏈接備份CPU。
(3)自動步行控制系統
自動運行控制系統主要通過車載控制PLC控制變頻器,變頻器控制電機轉速,調節運行速度。
根據車輛的工作流程,計算淬火車自動行駛的目標位置。當前位置由位置檢測系統檢測。計算兩者之間的位置差異。 西門子plc程序用于控制變頻器的工作頻率,實現淬火車的自動行走。在運行過程中,位置檢測系統此時更新當前位置值,PID反饋調整連續校正運行頻率,實現精確對準功能。
(4)自動對焦控制系統
自動對焦控制系統主要由西門子S7-400PLC,限位開關,位置檢測系統和數據通訊系統完成。當全自動淬火車到達焦點位置時,它會自動檢測是否到達設定位置,熄滅車門關閉信號,并通過通訊系統檢測其他設備是否準備就緒,然后將允許的推動信號發送到地面控制器PLC系統。(5)自動淬火控制系統
自動淬火控制系統主要由車載西門子plc,地面控制PLC,水塔控制PLC,位置檢測系統和數據通信系統完成。
由于汽車是1100°C的高溫焦炭,控制信號從排放到水閥完全打開,氨水從儲水罐噴到噴嘴,延遲5-10秒。因此,位置檢測系統檢測到全自動淬火車位于距淬火塔10m的位置,并通過數據通信系統向水泵發出信號,以確保水塔中的淬火車已經開始當淬火車進入澆水塔時噴水。設定的澆水程序完成,然后自動進入下一個工作狀態。
(6)自動卸料控制系統
自動卸料控制系統主要由車載PLC,地面控制PLC,干燥焦站控制PLC,位置檢測系統和數據通訊系統[3]完成。
在卸載區域中,通常存在三個位置散焦階段,并且根據干燥焦炭中的剩余焦炭確定除霧次數。由于卸載臺比汽車長,并且需要將焦炭均勻地放置在卸載臺上,因此在卸載過程中需要以適當的低速行走。根據爐子失焦的計劃時間,決定是進入休息狀態還是直接進入下一輪焦點狀態。自動卸載控制系統的結構
(7)故障檢測和報警系統
故障檢測系統主要監控所有系統的運行,并通過主機發出警報。
位置檢測系統:檢測到的位置數據不連續,或者位置檢測系統沒有數據。及時報警,停止自動操作并跳轉到手動操作。
自動行走系統:當車輛處于自動行駛過程中時,使用位置檢測系統檢查行走方向是否正確,行走方向是否正確,是否異常,將自動退出。
自動對焦控制系統:檢測設備鏟斗的關門信號。如果長時間無法關閉,或信號故障關閉,則自動按下對焦并提示報警。
自動澆水熄火控制系統:當發出啟動信號時,如果西門子S7-400PLC系統長時間沒有反饋信號,則判斷自動澆水熄火系統有故障,需要人為干預。
自動卸料控制系統:當淬火車到達卸料臺區域時,如果長時間沒有反饋卸料站運行信號到plc控制系統,則判斷自動卸料控制系統有故障,需要人為干預。
3.總結
淬火車的西門子S7-400PLC自動控制系統設計基于當前的工業自動化技術,基于自動化行業的幾點要點“檢測感知+高效通信+數字網絡+智能控制+協同輸出+有效反饋”,以及“統一管理” +分散控制“淬火汽車設備自動運行的原則是最終目標。
標題:全自動熄焦車西門子S7-400plc控制系統設計 地址:http://www.511997.cn/hangye/3849.html
")









